Si ya no quieres recibir este boletín, solamente envia un correo con la palabra "No Enviar" a boletin@innovaseals.com.mx e inmediatamente te quitaremos de la lista.
Puedes agregar algunos comentarios u opiniones. Gracias
Guadalajara, Jal., México a 17 de Enero, 2010
Atentamente
Editorial Innovaseals |
|
IMPORTANCIA EN RESPETAR LA “LONGITUD DE TRABAJO” AL INSTALAR UN SELLO MECANICO
|
Posterior a que realicemos la prueba de Perpendicularidad y Paralelismo entre el eje y la caja de sellado, debemos tomar muy en cuenta al momento de instalar un Sello Mecánico, su LONGITUD de Trabajo.
Qué es la Longitud de Trabajo en un Sello Mecánico?
Se le llama a la distancia que existe entre la unión de las caras de contacto a la parte trasera del Sello Mecánico, estando comprimido el ó los resortes una vez fijo al eje. Esta distancia “L” se indica en la hoja de instalación que se incluye en el empaque de cada Sello Mecánico.
Esta distancia ha sido determinada en base a las unidades de fuerza con que deben estar unidas las caras de contacto, y su cálculo en específico para cada diseño de Sello Mecánico.
Si al instalarlo tenemos cuidado de respetar su “Longitud de Trabajo”, dicho Sello, estará en condiciones de garantizar, tanto, un excelente sellado, como una larga duración del Sello Mecánico.
De ahí, la suma importancia de siempre respetar ésta recomendación.
|
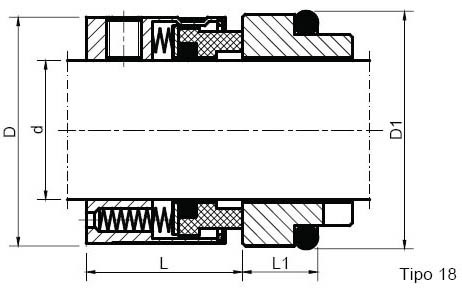 |
En la figura anterior se muestra un ejemplo en la cota "L" la longitud de trabajo. |
Elaborado por: Pedro García García
Departamento: Asesoría Técnica |
| Te invitamos a ver nuestro nuevo video: |
 |
| Si no puedes visualizar correctamente este video haz click aquí |
|
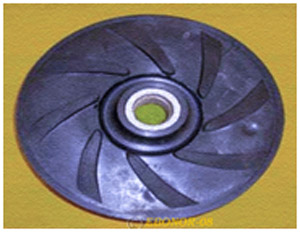
Impulsor de la bomba centrifuga |
El impulsor es el corazón de la bomba centrifuga, en este se da la transferencia de energía entre este y el fluido.
Las bombas centrifugas deben manejar una gran variedad de líquidos que se caracterizan en parte por su viscosidad, densidad y presencia o ausencia de sólidos, aquellas pueden adaptarse a las variaciones en estas propiedades mediante impulsores de diferentes diseños. Por su diseño mecánico los impulsores pueden ser:
|
|
Abiertos
Los impulsores abiertos consisten únicamente de alabes. Estos están sujetos a un cubo central para instalarse en el eje sin forma alguna de pared o cubierta. |
Semiabierto
El impulsor semiabierto comprende una pared o cubierta trasera donde se puede incluir los alabes localizados en la parte posterior de la cubierta del impulsor. La función es reducir la presión en el cubo posterior del impulsor y evitar que el material extraño que se bombea se acumule atrás del impulsor e impedir el adecuado funcionamiento de la bomba. |
|
|
Impulsor cerrado
Casi siempre se usa para bombas que manejan líquidos limpios, consiste de paredes o cubiertas laterales que encierran totalmente las vías del líquido del impulsor desde la entrada del impulsor hasta la periferia.
El rodete cerrado o impulsor, guía el fluido con sus paredes y no con las paredes de la carcaza, impidiendo así el desgaste de la carcasa y disminuyendo así la recirculación del fluido gracias a la pequeña holgura entre la pared de la carcasa y la entrada del líquido a la succión de la bomba. |
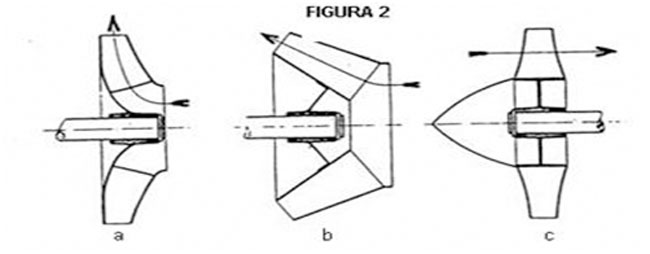
Los impulsores pueden también clasificarse por el tamaño y modelado de sus alabes.
El impulsor de flujo radial, incrementa la energía del fluido en forma perpendicular al eje.
(Como se muestra en la figura 2 a).
El impulsor de flujo mixto incrementa la energía del fluido en una mezcla de flujo paralelo y perpendicular al eje.
(Como se muestra en la figura 2 b).
El Impulsor de flujo axial incrementa la energía del fluido de forma paralela al eje de la bomba.
(Como se muestra en la figura 2 c). |
|
Elaborado por: Francisco Rada, Alejandro Zepeda y Cesar Pineda
Departamento: Ingeniería |
| Si no puedes visualizar correctamente este correo haz click aquí |
|
Los que se pueden considerar como un caso específico dentro de los envases activos son los llamados Envases Inteligentes, los que son motivo de una amplia discusión a nivel mundial. Estos envases despiertan un gran interés en la industria alimentaria y la prueba de ello radica en que se está produciendo actualmente un gran esfuerzo en el desarrollo e investigación de este tipo de envases. Los envases activos e inteligentes pueden ser vistos como la próxima generación en el envasado de alimentos.
Las finalidades de los llamados envases inteligentes son diferentes, y ello justifica su separación con una designación especial. Su acción posibilita un sueño en las pretensiones del consumidor del mundo moderno, siendo el envase mismo el que habla de su calidad o de los sucesos que han marcado su procesado, actuando como chivato de posible mal estado o degradación, así como de un mantenimiento, transporte o distribución inadecuada.
Como "envases inteligentes" se clasificarían aquellos que utilizan bien propiedades, bien componentes del alimento o de algún material del envase como indicadores del historial y calidad del producto; se trata fundamentalmente de indicadores de tiempo-temperatura, indicadores de calidad microbiológica, indicadores de oxígeno o dióxido de carbono.
Dentro de este grupo se encuentran los envases que portan etiquetas, tintes o esmaltes, que se utilizan como indicadores de la calidad, seguridad o tratamiento del producto envasado. Se fundamentan en reacciones físico-químicas, enzimáticas u otras, que dan lugar, generalmente al cambio de color del dispositivo, señalando de esa forma el daño o cambio que tuvo lugar en el alimento.
Nuevas tendencias de los envases inteligentes
En la actualidad existe una necesidad creciente en el mercado por el aumento de la comodidad en la manipulación y preparación de los alimentos, que es sin duda alguna una tendencia universal. El refinamiento de las soluciones aumenta al mismo ritmo que las pretensiones de los clientes de los supermercados. Un buen ejemplo de ello son aquellos envases a los que se les agregó un elemento refrigerante o calorífero.
Envases Caloríferos
Se trata de un recipiente de una sola pieza y sin costura, de plástico moldeado por inyección, que tiene como particularidad varias cámaras interiores con las que se produce el calentamiento automático, por efecto de una reacción exotérmica que se produce cuando el consumidor despega una lámina y presiona en el fondo del recipiente. Los elementos que intervienen en el proceso químico son piedra caliza molida y agua pura.
Envases Refrigerantes
La refrigeración es uno de los objetivos de la industria de envases y embalajes. "Instant Cool" (I.C.) se llama un método tecnológico de actualidad, según el cual para que se refrigere un envase tienen que incorporar un condensador, un colector de vapor y un desecativo a base de sal, porque los vahos y el líquido que se producen a raíz de la activación tienen que ser recogidos en el fondo del envase. Este procedimiento es aplicable en envases rígidos, como latas y botellas, y en bolsas. |
Elaborado por: Araceli E. Gil Hernández
Departamento: Asesoría Técnica |
Si no puedes visualizar correctamente este correo haz click aquí |
Métodos de productividad |
Las empresas que desean aumentar la productividad de los empleados, disminuir gastos en equipo, tiempos muertos y obtener más ganancias cuentan con el pensamiento Lean como opción, método que poco se aplica en México, según los expertos.
Según el Lean Enterprise Institute (LEI) en México, el pensamiento Lean es una metodología que fue desarrollada en los años cincuentas.
Braulio Laveaga, director general del LEI en México, dice que el Lean no es exclusivo de la manufactura, también es aplicable en servicios y atención a clientes. "Lean significa esbelto o delgado al quitar todo lo que sobra".
Posteriormente los cambios se realizan con "algunas técnicas sencillas que no requieren grandes inversiones" como: estandarizar procesos, fabricar la cantidad justa de producto consistentemente, producir de pieza en pieza según la demanda para reducir inventarios y manejar celdas (unidades autónomas) en vez de líneas de producción.
El experto enfatiza que no se trata de eliminar gente, "si antes hacían una operación con cinco personas y se dieron cuenta que sólo necesitaban a tres, tienen a dos personas que pueden apoyar en otro proceso, lo mismo sucede con los espacios".
El directivo aclara que los resultados son a mediano y largo plazo. Además recomienda informar a todo el personal de los cambios y si hay algún problema lo solucionen de inmediato.
En México no hay muchas empresas aplicándolo, sin embargo, hay interés por conocerlo y empezar a usarlo. Tenemos un estilo de dirección antiguo, tratamos de resolver lo de hoy y generalmente hasta que nos topamos con pared por la competencia exterior o el negocio se está acabando nos damos cuenta que es momento de hacer algo", declara.
Laveaga comenta que, por ejemplo, la firma Solectron eliminó hasta en 29% los desperdicios en algunos procesos e incrementó 43% su productividad.
Antonio Fuentes, director de manufactura de Grupo Urrea - división de herramientas y cerrajería-, cuenta que entre los años 1995 y 2000 la empresa (fabricante de grifos y válvulas, entre otros), detectó problemas con sus inventarios, la rotación era sólo dos veces al año y se cumplían el 85% de las solicitudes de los clientes.
Para Laveaga, el error en México de muchas empresas es producir de la forma tradicional, sin animarse a hacer cambios y adoptar nuevas técnicas. "Esto genera letargo y miopía pues lo que alguna vez dio éxito en el pasado no necesariamente hace al negocio competitivo hoy en día; por eso quienes se han aventurado al exterior han encontrado mejores resultados", advierte.
¿En que cosiste la filosofía Lean?
En el próximo boletín explicaremos mas sobre la filosofía Lean. |
Elaborado por: Fernando García Peréz
Departamento: Asesoría Técnica |
|
|